ГПС – Приборостроение
В этом разделе представлены реализованные Пумори-северо-запад проекты по автоматизации и модернизации производств для компаний из разных отраслей: от роботизированных участков и гибких производственных систем до автоматизированных складов, демонстрирующие, как наши решения помогают повышать производительность, снижать долю ручного труда, сокращать простои и улучшать качество обработки.Задача
- Создать автоматизированную технологическую линию с 4 разными станками
Решение
- Гибкая производственная система + портальный роботизированный модуль
Результат
- Автоматизированный участок работает уже более 4 лет
- Систему обслуживает 1 оператор в смену
- ГПС работает в режиме безлюдного производства
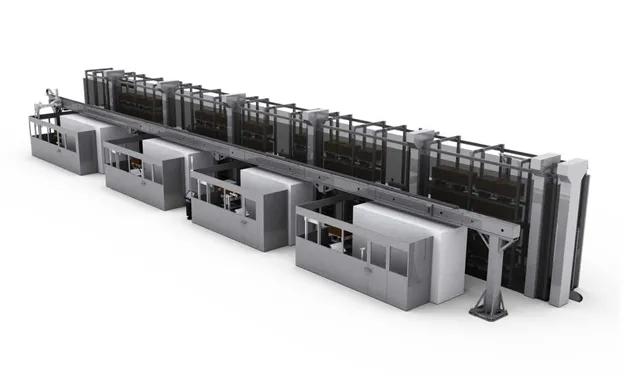
Описание решения
Гибкая производственная система, представляет собой автоматизированный склад материальных (800x1200 мм) евро поддонов с интегрированным роботизированным модулем, который обслуживает 4 станка OKUMA. Робот размещен на направляющей портального типа над станками. Данная конфигурация позволяет обслуживать одним роботом 4 станка. Роботизированный модуль оснащен автоматическим сменщиком захватов, что позволяет обрабатывать роботом большую номенклатуру изделий. При введении новых деталей в производство, для робота прорабатывается новый захват. Паллетный склад выполняет роль логистического узла. Он хранит заготовки и готовые детали в материальных поддонах. Система оснащена тремя рабочими местами для операторов.
В задачу оператора входит:
- Наблюдение за режимом работы ГПС
- Своевременное пополнение автоматизированного склада заготовками
- Своевременное пополнение/замена инструмента в инструментальных магазинах станка
- В случае необходимости переналадка станка
ГПС работает следующим образом (краткое описание):
- В системе управления производством (ПО ГПС) задаются плановые задания с указанием производимых деталей и их количества в партии
- Система управления расставляет приоритеты заданий (можно вручную) исходя из указанных дат и времени начала производства данной партии деталей.
- На основе заданий ПО ГПС устанавливает план-график производства и загрузки оборудования (станков)
- Проверяет наличие необходимых заготовок на складе
- Проверяет наличие необходимого инструмента установленного на станке
- Проверяет наличие написанной программы управления для станка под заданные детали
- Согласно графику производства кран-штабелер паллетного склада забирает поддон с заготовками и устанавливает его на станцию загрузки около станка
- Робот, размещенный на портале, забирает заготовку из материального поддона и производит установку в патрон станка
- С сервера загружается управляющая программа для станка
- Станок начинает механическую обработку
- По окончании обработки, робот забирает готовую деталь и производит установ новой заготовки
- По окончании обработки всей паллеты с заготовками, кран-штабелер забирает материальный поддон и перемещает готовую продукцию на склад.
- Цикл повторяется до полного выполнения программы производства
Краткие технические характеристики
Гибкая производственная система MLS-LD |
|
| Станки |
OKUMA Multus B400 OKUMA LB-4000 EX OKUMA LB-3000 EX |
| Детали | Алюминий, нержавеющая сталь. Вес до 55 кг. |
| Робот | Fanuc M-710iC/70T |
| Грузоподъемность робота |
70 кг, включая захваты |
| Захваты |
Атоматический сменщик захватов Schunk GWS 125 |
| Материальные поддоны |
Паллеты 800 x 1200 мм |
| Подача материала | Станции загрузки/выгрузки LSF и MSP |
| Дополнительное оборудование |
Сменные захваты на каждый станок Станции перезахвата |
Проект
Оставьте Ваши контактные данные и опишите интересующие Вас услуги, мы свяжемся с Вами в ближайшее время.