Гидравлические 4-х валковые листогибы серии MCB











Производитель:
Продукция Davi
Цена:
По запросу
!
Отправьте запрос для расчета окончательной стоимости станка
Производитель:
Продукция Davi
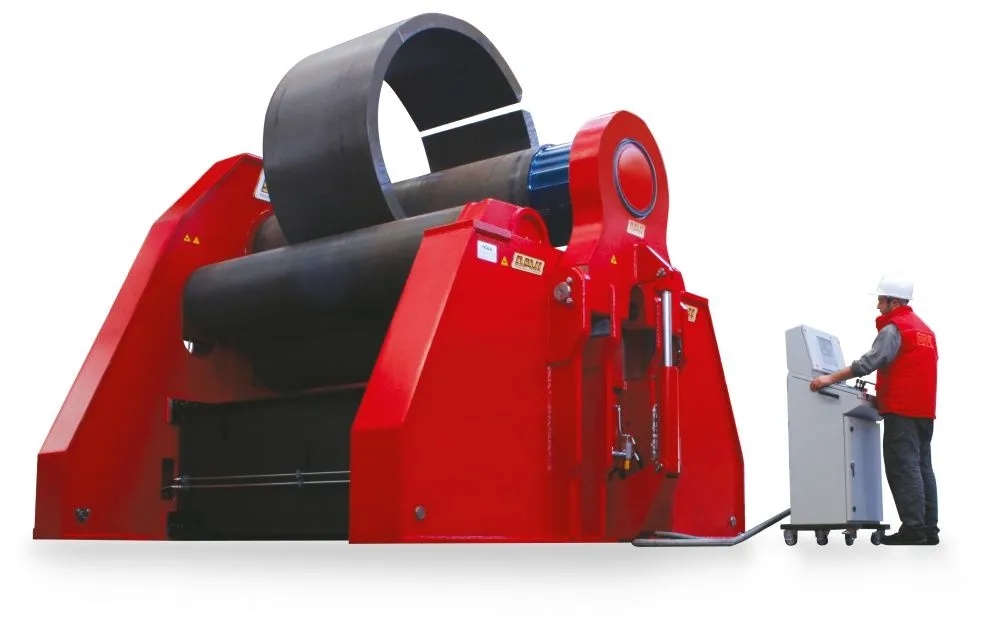
Самые современные 4-х валковые листогибыы DAVI серии MCB для вальцовки листов толщиной от 15-20 мм до 80-100 мм и более. Точная, простая, интуитивная и быстрая (до 6 метров в минуту) машина является самой высокотехнологичной машиной на рынке в среднем классе. Нет необходимости перед вальцовкой делать предзагиб обоих краев листа, как это делается на любой трехвалковой машине. Все операции выполняются за один проход.
Цилиндр может быть получен, включая предзагиб обоих краев, за один проход. Для получения готового изделия оператору достаточно выбрать положение каждого бокового валка.
Валки устанавливаются на подшипниках с высокой допускаемой динамической нагрузкой, что обеспечивает минимальное трение и равномерное вращение валков при работе станка, как при минимальной, так и при максимальной нагрузке. Для обеспечения постоянной смазки и защиты от внешних загрязнений подшипники установлены в водонепроницаемом корпусе с консистентной смазкой на весь срок службы. Гидравлические приводы центральных валков сдвоены с планетарными редукторами. Поскольку планетарные редукторы установлены непосредственно на валках, не происходит потери мощности. Электронная система контроля обеспечивает абсолютную параллельность валков. Использование передовых цифровых технологий и комплекса гидравлических устройств создают уникальную систему, обеспечивающую высочайший уровень точности.

Стандартное исполнение:
- Высокопрочный стальной корпус машины
- Электронный контроль параллельности SERVO-TRONIC снижает погрешность при изготовлении деталей, электронная система гарантирует точность работы на многие годы.
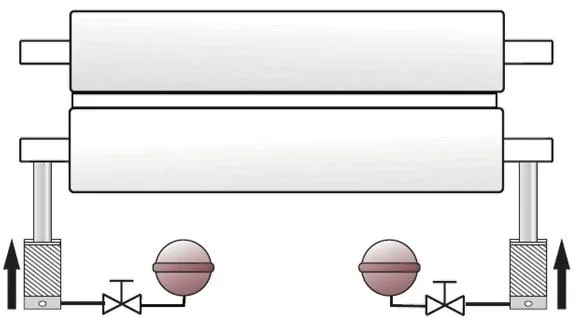
- Боковые валы движутся по круговой траектории (технология PSG), что позволяет снизить энергозатраты при гибке, а также уменьшает спрямленный участок на концах детали, дает возможность получить меньший внутренний радиус (Ømin=Øверхнего вала x 1,1).
- Система защиты от ошибок в комплексе «Roll By Wire»
- Крышка верхнего вала контролируется с помощью панели управления для того, чтобы легко освобождать гибочный материал и поднимать верхний валок.
- Машина не требует смазки за счёт использования закрытых подшипников (технология PLT),
- Индукционная закалка поверхности валов до твердости 50-62 HRC, а также их шлифовка и полировка.













Гидравлические вальцы
Вас могут заинтересовать


